Сварочный инвертер «AIKEN WELD RAINGER 160» — опыт работы
«AIKEN WELD RAINGER 160» — полное название сварочного инвертера, приобретенного мной для собственных нужд, более месяца тому назад. Всё это время аппарат проходил полевые испытания, результатам которых я хочу поделиться в этом обзоре.
Начну с того, что покупая этот аппарат, я был совершенно не уверен в том, что поступаю правильно. Конечно, хотелось приобрести что-то приличное, с известным именем и качественное, за что можно было бы поручиться. Однако, аппараты финской фирмы «Kempi», имеют настолько жуткую цену, что к ним даже подходить страшно. Так, совершенно рядовой инвертер без всяких наворотов типа возможности вести аргонно-дуговую сварку стоит от 20000 рублей. Это совершенно недопустимо для домашнего мастера. Ведь моя задача сварить несколько конструкций для дома. Таким образом, предел рентабельности аппарата должен лежать в пределах 6000 — 8000 рублей. Известные бренды в этот диапазон не поместились, увы!
Пришлось рисковать и покупать «темную лошадку». Фирма «AIKEN» — совершенно незнакомый лично мне бренд. Насколько удалось выяснить, производство это английское. Инверторы, равно как и другое оборудование от них, не предназначены для профессионального применения. То есть, для работы в домашних условиях они должны быть адаптированы как нельзя лучше. Оправдает ли этот бренд возложенные на него надежды?
Приобрел аппарат я в самом обычном гипермаркете строительных материалов «Бауцентр» в Калининграде на улице Согласия. Обошелся мне инвертор в 6200 рублей. Порядка 200 долларов. Что ж, цена приемлемая, но меня волновало как покажет себя аппарат в действии.
| Фото 1 Вид на аппарат сбоку |
Распечатав дома заветную коробочку, я обнаружил внутри сам сварочный инвертор, комплект сварочных кабелей к нему, маску-фантомаску в разобранном виде, стекла к ней, несколько электродов диаметром 2 мм для сварки постоянным током, инструкцию и гарантийный талон. Упаковка, кстати, воняет жутко горьким миндалем. Вонь эта синильная проходит только через месяц в лучшем случае. Поэтому не храните коробку в жилом помещении — есть все шансы круто отравиться. Вид сбоку на аппарат показан на фото 1.
| Фото 2 Передняя панель |
Тепрь прошу обратить внимание на переднюю панель сварочного инвертора «AIKEN WELD RAINGER 160», представленную на фото 2. Собственно говоря, на ней практически ничего нет. Минимализм — это в английском духе. На передней панели имеются: регулятор сварочного тока со шкалой и примерной разбивкой по диаметрам электродов в зависимости от величины тока. Пределы регулировки сварочного тока от 20 до 160 ампер. Напряжение холостого хода принято в аппарате равным 55 В.
Кроме ручки регулятора тока ещё имеется два светодиода: белый и желтый. Белый (хорошо видно на фото 2) сигнализирует о том, что сварочный инвертор включен и готов к работе. Желтый показывает, что аппарат перегрелся и ему нужно отдохнуть. Ни разу он ещё не загорался, несмотря на то, чт варил я жару при температуре окружающей среды выше 30 градусов!
Под панелью регулятора находятся жалюзи вентиляции. В аппарате хорошая система охлаждения с двумя вентиляторами. Гудят они солидно, но не напрягают. В самом низу передней панели расположены быстроразъемные клеммы для подключения сварочных кабелей и легкой их перекоммутации в случае необходимости сварки током обратной полярности. Внешний вид этих клемм в подключенном и отключенном состоянии показан на фото 3 — 6.
| Фото 3 Клеммы сварочных кабелей |
| Фото 4 Клемма отсоединена |
| Фото 5 И выглядит вот так |
| Фото 6 Клемму лучше подключить |
| Фото 7 Держатель аппарата |
Сварочные провода большого диаметра (16 кв. мм), многожильные, мягкие и удобные в работе. Длина у них небольшая (около 1,5 м), но учитывая малый вес инвертора (5.5 кг), ими несложно манипулировать, переставляя или подвешивая сварочник в любые места. Очень неплох держатель электродов, показанный на фото 7. Прелесть его в том, что он не обгорает, как большинство его собратьев, если электрод догорает почти до конца. У него хорошая пружина внутри и электрод зажимается надежно. Для инверторов это важно, так как малейшая потеря тока может вызвать отказ и блокировку системой защиты от залипания электрода, что неприятно в плане поджига дуги.
| Фото 8 Электроды ESAB |
Кстати, несмотря на свою небольшую стоимость, в английском инверторе все системы, признанные полезными во всем мире, имеются в наличие. Это и защита от залипания электрода, и стабилизация дуги, и автоподдержание заданной величины сварочного тока. Но ко всем ним нужно приспособиться. Самое сложное — научиться поджигать дугу одним движением, чтобы не вызвать срабатывание системы защиты от залипания. Тут важное значение имеют два фактора — степень сухости электродов и их тип. Понятное дело, что для сварки нержавейки нужны электроды по нержавейке, а вот с электродами для обычных черных сталей дело куда сложней. Так, электроды УОНИ стали залипать жестоко и я понял, что сталь, которая у меня имеется, не для них. Попробовал оставшиеся с прошлого раза электроды АНО-3. Они хоть и переменного тока, но результаты показали гораздо лучшие. Почти не залипали и варили достаточно ровно. Но лучшие результаты получились со шведскими электродами фирмы ESAB OK 46.30 диаметром 3,2 мм. Побегать за ними в Калининграде пришлось знатно, но я нашел их в «Контуртерме» на Советском проспекте. Ценой они почти не отличаются от родных отечественных. Так, за упаковку массой 5,3 кг я заплатил чуть больше 500 рублей! Поверьте, небольшая переплата стоит тех нервов, которые вы сэкономите при сварке этими электродами. Они очень хорошо поджигаются с первого касания, четко и красиво варят, окалина со швов легко удаляется. если ток подобран правильно. Я выставляю ток 65 ампер для сварки металла толщиной от 2 до 4 мм и 95 ампер при сварке металлов толщиной от 5 до 8 мм. Упаковка электродов показана на фото 8. Варить ими можно в любых пространственных положениях. Но это не означает, что достаточно научиться поджигать дугу и дело в шляпе. Варит сварщик, а не электрод. А сварное дело не такое простое, как может показаться на первый взгляд.
Выводы: Сварочный инвертор «AIKEN WELD RAINGER 160» — надежный, недорогой и качественный сварочный аппарат для домашнего использования. С его помощью можно производить практически любые сварочные работы электродами диаметром от 1 до 4 мм по любым металлам и сплавам, сварка которых возможна штучными электродами для ручной дуговой сварки постоянным током. Аппарат хорошо работает в жару, имеет все основные системы, необходимые для сварки, что называется, в удовольствие.
Главным недостатком этого сварочного инвертора я бы назвал чересчур легкое вращение ручки регулятора тока. Она легко сбивается с установленного значения малейшим неправильным движением сварочного провода, например. Это реально злит! В аппаратах Кемпи эту ручку нужно поворачивать со значительным усилием. Проведя столь обширные испытания, я могу смело подписаться под положительной рекомендацией для этого аппарата. А сваренные им конструкции покажу в ближайшее время.
 |
| Фото 9 И плавкий предохранитель есть в инверторе! |
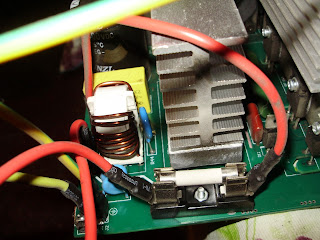
Продолжая тему, хочу показать вид на инвертор изнутри. То есть, со снятой крышкой. На фото 9 ответ на свой вопрос о неработающем инверторе найдет анонимный пользователь, отметивший в комменте, что у него на жаре отключился сварочник и больше не захотел включаться. Посмотрите внимательно! На фотографии отчетливо виден толстый керамический предохранитель. Посмотрите его значение. Если он на 25 ампер, то он просто обязан был сгореть.
 |
| Фото 10 Кулеры инвертора |
На двухсотамперном аппарате должен стоять предохранитель на 32 ампера. Впрочем, он может и сам по себе сгореть от перегрузки. Такое может случиться, если вы варили на жаре да ещё и электрод четверку взяли. А может быть длинный шов варили. От тепловой перегрузки в аппарате установлен электронный возвратный предохранитель. На передней панели при перегреве загорается желтый индикатор со значком термометра и аппарат варить не будет, но кулеры будут крутиться. Их в аппарате два. Они показаны на фото 10. На заднем плане фотографии виден блок первого преобразователя. Ведь в инверторе входное сетевое напряжение сначала выпрямляется и преобразуется в высокочастотные импульсы. Частота их следования 94 кГц! Импульсы могут следовать чаще или реже. Этим управляет блок управления, который отслеживает значение тока, установленного регулятором. Импульсы поступают на высокочастотный трансформатор, где их напряжение понижается, но трансформатор устроен так, что когда электрод не касается свариваемой детали, выходное
 |
| Фото 11 Высокочастотный трансформатор и блок низковольтного преобразователя |
напряжение трансформатора высокое (около 80 В), что обеспечивает хороший поджиг дуги. А вот когда дуга будет зажжена, это напряжение упадет до 50 В. А постоянный ток получается из выпрямленных высокочастотных импульсов. Высокочастотный трансформатор и блок низковольтного преобразователя с платой управления показаны на фото 11.
И на видео я заснял момент снятия окалины сразу после сварки деталей. Кстати, первый раз напрямую загружаю видео на Блоггер. Раньше приходилось через Ютуб делать. Заодно и оценим, что это и как выглядеть будет альтернатива Трубе.
Учитывая многочисленные запросы на тему схемы этого инвертора, я помещаю здесь заводскую схему. На ней указаны управляющие элементы и платы электроники в виде блоков без раскрытия связей и элементной базы. Но силовые элементы, которые чаще всего сгорают, судя по отзывам читателей блога, на схеме представлены и их связи можно установить.
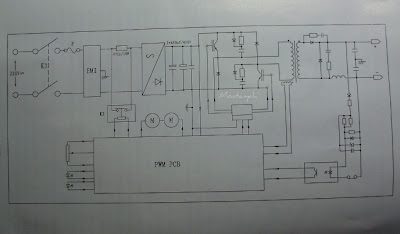 |
| Схема сварочного инвертора AIKEN WELD RAINGER 160 |
Ниже привожу спецификацию сварочного инвертора и соответствующие ей места расположения деталей и узлов в корпусе прибора.
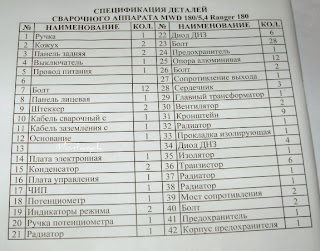 |
| Спецификация прибора |
| Схема сборки инвертора |
На сегодняшний день большей информацией по сварочнику AIKEN WELD RAINGER 160 я не располагаю. Если что будет появляться — опубликую незамедлительно.
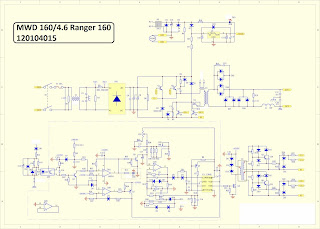
Публикую принципиальную электрическую схему аппарата, которую взял по совету одного из читателей с официального сайта компании Айкен (www.aikentools.ru). На главной станице сайта справа вверху есть кнопка «Скачать». Там и хранятся все сервисные описания в виде архивов. Можно найти любую схему. Правда, неприятность в том, что на схеме нет номиналов и наименований деталей. Производители предлагают самим покопаться. Можно будет на досуге все детали сопоставить. В спецификации только общие параметры.
Летом 2013 года я приобрел сварочный аппарат Fubog 176. Небольшой обзор о нем с фотоотчетом приведены здесь.