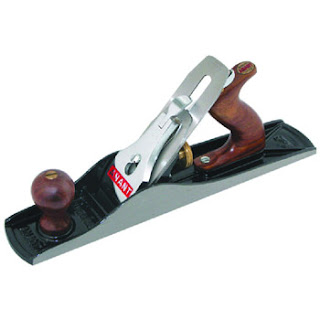
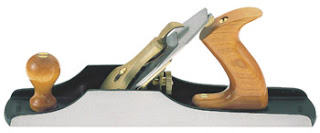
Конкретный рубанок
Рубанками называют очень большой но количеству разновидностей класс инструментов, снабженных металлическим ножом для снятия стружки. Обычно рубанок состоит из деревянной колодки со сквозной прорезью (летком) для размещения металлического ножа. Задняя сторона прорези наклонена к вертикали под углом 45 градусов, а по бокам прорези выполнены заплечики для установки деревянного клина. Подошва колодки движется по обрабатываемому материалу, поэтому должна быть гладкой, ровной и не должна быстро изнашиваться. Нижняя часть колодки изготавливается из твердой породы дерева (ясеня, граба, буки) и приклеивается к корпусу колодки. Сверху для захвата руками рубанок снабжается рукояткой того или иного вида, а поверхность колодки обычно покрывается водостойким лаком.
Металлический нож, размещаемый и прорези, может быть одинарным и двойным. Второй нож выполняет роль стружколома при стропиши — это повышает чистоту получаемой поверхности, так как отламываемая стружка исключает возможность образования сколов. Ножи рубанков изготавливают из инструментальной стали и рабочую кромку ножей затачивают обычно пол углом 30 градусов. Строгание поверхности начинают рубанком под названием шерхебель. Нож у этого рубанка заточен полукругом и предназначен для первоначального самого грубого выравнивания поверхности и удаления неровностей.
Рубанок позволяет строгать как по направлению волокон древесины, так и поперек волокон. Затем в работу вступает собственно рубанок одинарный с прямым лезвием ножа, внешне не отличающийся от шерхебеля. Рубанком поверхность выравнивается, и в зависимости от выпуска лезвия получается грубая поверхность (выпуск 1-2 мм) или чистая поверхность (выпуск 0,1-0,3 мм). Но длина колодки рубанка невелика — около 250 мм, поэтому получить гладкую ровную поверхность большого размера с помощью рубанка нельзя.
Для удаления отдельных неровностей, оставшихся после рубанка, служит шлифтик — рубанок с двойным ножом. А для выравнивания больших поверхностей и окончательной доводки поверхности служит фуганок, основание колодки которого имеет длину порядка 700-800 мм. Для обработки поверхности древесины под последующее фанерование и оклеивание другими слоистыми материалами используется цинубель — рубанок с зазубренным лезвием ножа, установленным под углом 80 градусов.
После обработки цинубелем поверхность становится ворсистой (обработка торцов) или покрывается мелкими бороздками — такая поверхность лучше удерживает клей.
Для строгания торцевых участков деревянных заготовок используется торцовый рубанок, отличающийся тем, что нож в нем установлен пол углом по отношению продольной оси рубанка. Это облегчает процесс строгания и повышает качество получаемой поверхности, Для строгания криволинейных поверхностей используют рубанки пол названием горбач или горбатик — они бывают для выпуклой и вогнутой поверхности.
Большое количества разновидностей рубанков предназначено для выполнения профильного строгания.
Зензубель не имеет щеку прорези для ножа, поэтому ширина колодки и ширина, перекрываемая лезвием ножа, совпадают. Зензубель предназначен для выстругивания четвертей на кромках деталей. Нож рубанка может быть одинарным или двойным, в также может быть установлен косо (под углом, отличным от 90 градусов). Фальцгобель предназначен для выстругивания фальцев — прямоугольных или ступенчатых выборок на краю деталей п снабжен ограничителями, устанавливающими ширину и глубину фальца.
Гратобель и отличие от фальцгобеля предназначен для выстругивания косоугольных выборок — по краю деталей. Шпунтубель (шпунтгебель) предназначен для выстругивания прямоугольных пазов или гребней для соединения в шпунт. Для настройки размеров рубанок снабжен линейкой и ограничителями, а также сменными ножами различной ширины.
Грунтубель (грунтгебель) с фигурной колодкой и поперечным расположением ножа (резца) предназначен для выемки продольных стазов в форме ласточкина хвоста.
Рубанок под названием галтель выстругивает желобки различной ширины и глубины с различным радиусом закругления, для чего используются сменные ножи. А для получения закруглений на наружных кромках деталей служит рубанок под названием штап. С его помощью можно получать поверхность в виде полуокружности пли сегмента — как выпуклого, так и погнутого.

Под названием калевка скрывается целая группа рубанков для получения профильных строганых изделий, при этом каждая калевка имеет подошву и нож с зеркальным отображением формы конкретного изделия.
К классу стругов, т.е. формально к классу рубанков относится цикля с корпусом, которая несколько напоминает рубанок. Но режущий нож цикли зажимается винтом, а строгание производится с отрицательным передним углом. Толщина ножа цикли вдвое меньше толщины ножа у рубанка и составляет около 1,5 мм. Сам по себе процесс строгания рубанком несложен. Главное — наладить рубанок.
Наладка рубанка начинается с заточки ножа. Ударом киянки или молотка по заднему торцу рубанка ослабляют клип и вынимают клин м нож из прорези (кстати — при закреплении ножа клином ударяют не по клину, а по переднему торцу рубанка).
Заточка ножа для рубанка производится на мелкозернистом точильном кругу со смазкой водой с последующей правкой острия ножа на оселке с каплей растительного масла. От качества заточки лезвия во многом зависит качество строгания, поэтому не затачивайте нож сами, если у вас нет соответствующего опыта.
Установите нож в корпусе рубанка ровно, без перекосов и на нужную величину вылета — это контролируется визуально, поднимая перевернутый рубанок па уровень глаз.
Обрабатываемую заготовку необходимо закреплять так, чтобы направление волокон древесины совпадало с направлением строгания. Очень часто этому не придают должного значения, но при строгании против направления волокон достичь чистой поверхности практически невозможно — поверхность остается неровной. Обычно и домашних условиях не пользуются шерхебелем для первичной грубой обработки поверхности и не доводят ее до окончательного вила фуганком — все операции выполняют одним рубанком. Поэтому для получения наилучших результатов лучше всего производит строгание в два приема — сперва грубое, черновое, при большом вылете ножа (порядка 2 мм), а затем чистовое при минимальном вылете ножа (порядка 0,2 мм).
При строгании торцов деталей стружку производят от края детали к середине (от себя), а затем поворачивают деталь и строгают с другой стороны. Работа с фигурными рубанками требует навыка, который дастся только опытом. Для выполнения нескольких операций выпускались и выпускаются комбинированные рубанки. Так, Сестрорецкий механический завод выпускал «Рубанок отборник универсальный металлический». Кроме прямого ножа в комплекте прикладывался нож с полукруглым лезвием, и рубанок можно было использовать как шерхебель.
Кроме того, нож рубанка выходил на одну сторону металлического корпуса, поэтому этим рубанком можно было выполнять строгание выемок, фальцев и четвертей, а для ограничения ширины и глубины выборки были предусмотрены съемные ограничители. Максимальная величина выборки этим рубанком составляла! ширина до 35 мм и глубина до 20 мм. Диалогичные конструкции универсальных рубанков выпускаются и в настоящее время, и такой рубанок можно рекомендовать тем, кто не столь часто занимается строганием древесины, но хочет иметь возможность выполнения ряда самых простых операций.
В статье использованы материалы сайта http://stroy-mart.ru/